You may fall when learning to ride... but, you can get up and keep on trying!
Before starting this article, I would ask you first: what is a mistake? I believe that your own answer will help us stress the importance of today’s topic.
Let’s start with a 100 year-old-quote of Henry Ford’s: “the only real mistake is the one from which we learn nothing”. Or, if you are younger, what Bill Gates said may sound more modern to you: “it’s fine to celebrate success but it is more important to heed the lessons of failure”. I like what Oscar Wilde said about experience: “experience is simply the name we give our mistakes”.
What do you think and feel when you read the following quotes about mistakes and experience?


Famous quotes about mistakes.
- The scientific method is “only” an empirical way of acquiring knowledge.
- Trial and error is one of the oldest innovation/experimenting techniques.
- No pain, no gain.
- If you’re not making mistakes, then you’re doing nothing or…. Anyone who has never made a mistake has never tried anything new.
- To learn to swim, you need to get wet.
- Practice makes perfect.
- Making mistakes is better than faking perfection.
- Mistakes have the power to turn you into something better than you were before.
- Life’s greatest lessons are usually learned at the worst times and from the worst mistakes.
Knowledge and experience
- Experience is simply the name we give our mistakes (Oscar Wilde).
- When you make a mistake, there are only three things you should ever do about it: admit it, learn from it, and don’t repeat it (Paul Bear Bryant).
- You can’t make the same mistake twice. The second time you make it, it’s no longer a mistake. It’s a choice.
- Fools say that they learn by experience. I prefer to profit by others experience.
- Treasure the wisdom of old age. Learn from elder people and be wise.
- Old people have wisdom but not energy, young people have energy but no wisdom. If you can combine both you can change the world.
Are mistakes and errors acceptable?
In some of the quotes, it may seem that mistakes and errors are part of life and the learning process and therefore, unavoidable and even expected. However, mistakes can have different consequences and depending on the context, for example related to safety, a mistake can be very regrettable. You can take a look at the previous post and see why prevention is the preferred quality tool.
In the automotive industry just like in many others, there is already a legacy of knowledge that has been gathered over the last 100 years. This gives us the possibility to learn through the available knowledge and others’ experiences, this can give us an advantage.
The industry is always looking for innovation, trying to go beyond the known limits and to create new things. We are always challenged to focus on the development of new technologies and improvement on safety, functionality or to reduce cost. However, history has shown that in this search for better technology and innovation, failures may appear along the way but only if we keep on trying and learn from those failures, we will succeed. Even when we use the available knowledge, the right project management tools and risk management techniques we will always face uncertainty and challenges which will need to be solved, validated and proved.
Therefore, we need to use whenever possible prevention techniques and, if a failure appears, we have to effectively make a correction. The standard tool for correcting problems in the automotive industry is the 8D.
The 8D
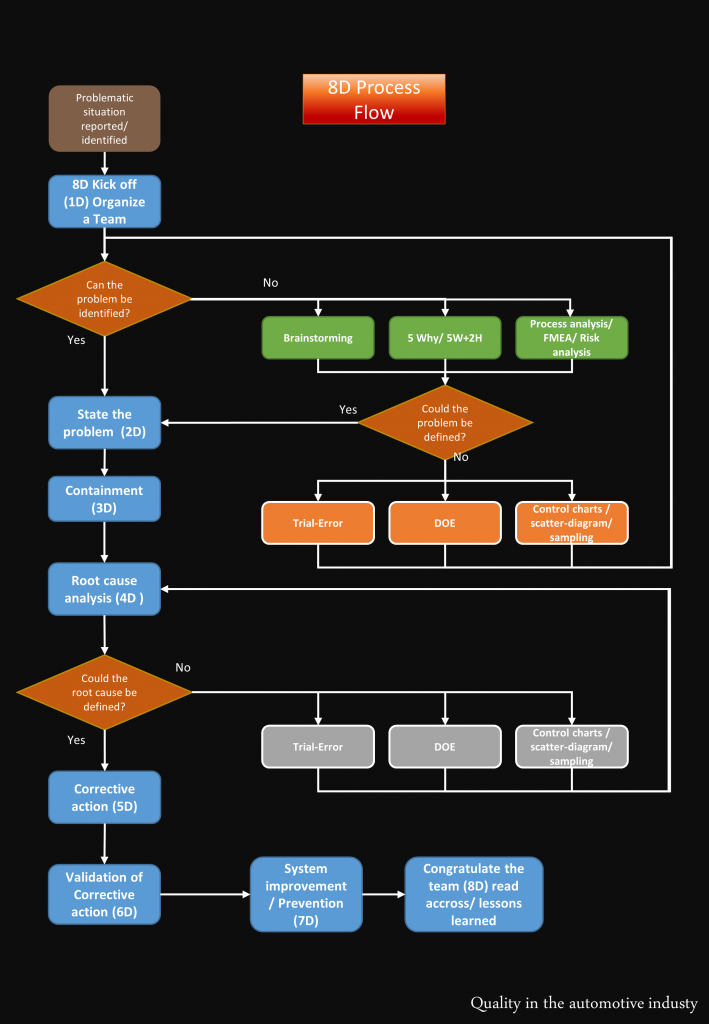
The 8D is a problem-solving process executed by a multidisciplinary team in 8 steps. It starts by gathering all the general information about the incident, forming an expert team who is given the task to solve the problem and then analyzing, verifying and correcting the problem.The process flow is shown in the next image.
8 Disciplines:
- 1D, Team definition. For effective solving of a new problem with potential unknown root causes, we should gather an expert and multidisciplinary team which have the knowledge, expertise and experience on the product, process, failures modes and problem solving techniques. The idea here is like for the DFMEA, PFMEA or control plan to have different views to analyze the problem from different angles and perspective to better assess how to solve it. Some experts suggest to have a certain number of experts depending on the potential complexity or severity of the problem or effects. If the problem seems to be easy to solve or it was already considered in the FMEA’s, we might need only a “few” persons in the team. Perhaps 3 could be enough to provide a quick fix to the problem. But for complex problems or potential bad consequences a team between 5-7 should be organized. I personally believe that bigger groups may lead to a complex team organization and less accountability for the tasks. However, there is no limits for the quantity of experts to be involved.
- 2D, Problem statement. In medicine, a doctor cannot make an accurate diagnosis if he doesn’t know the symptoms and the general data of the person to treat. In a police case, with no evidence, there is no crime. In the same fashion, in order to solve something, there must be a problem. However, this step may become one of the biggest challenges in the whole 8D process. Do you remember your school days when the teacher said: a problem well stated is half solved? In the everyday business, the customer or end user may report a failure or a non-functional product or situation but, the real problem may be still “hidden” somewhere. For example, if a TV set doesn’t work the problem could be any of many causes like: not connected to the power outlet, remote control doesn’t work, battery of remote control is empty, power transformer of device is not working, etc. and for every single case the solution to the problem may be completely different!!!! Therefore, along with the 8D you may need to use “support tools” to really define the problem and state it in a concise and accurate way. Please note that the customer should provide enough details of the problem with traceability data (production batch, delivery data, photos, reports, etc.) so that you can at least start identifying the problem. If despite of the provided data and evidence you cannot identify the real problem, you can use support tools like:
- Is/is not. In an organized procedure you describe what you know (facts) and what was not mentioned as part of the problem but could potentially be related to the problem. You may even ask certain questions about what happened, how it happened, who was affected, etc and in every line item you describe what is (facts or assumptions provided) and what is not or could be considered as part of that line item. Please refer to the next posts where I will provide more details of this technique.
- 5 Why or 5 why x 3. In this technique you ask yourself why several times (5) until you come to the basic fault that may have led to the defect, failure or problem you had. In 5 Why x 3 you ask why several times in three areas: why the problem occurred, why the problem escaped (and was delivered) and why the quality system did not catch occurrence and escape. In one of the next post you can get pdf and excel versions of standard forms.
- 5W2H. By asking questions like what, why, who, when, where, how and how much you can deduct what might have really happened.
- Pareto or statistical analysis. In some cases, you can use the pareto (80-20 rule) to assess the critical problem or potential failure mode. Statistical data and records can also be used in an attempt to identify the problem.
- Documental review. Probably in the DFMEA, PFMEA, lessons-learned records or other documents the failure mode and its consequences have already been considered, assessed and addressed. The reported problem may only be a “slip-through”.
- Process records, maintenance data and/or traceability data. If you go to the logs or records and find deviations, machine failures or any other problem at the time when the defective parts were made, you may have found already the problem.
- Process analysis, defective part measurement or testing. If the claimed product deviates from the specifications and that nonconformity could lead to the reported problem and/or to the reported effects, you might have already found the problem.
- 3D, Containment. Even if the problem is not yet defined and known, you may need to implement some immediate action to protect your customer from receiving more defective parts. Starting with extra inspections, sorting parts, measuring and testing, you should make your best effort to “contain” the problem or its consequences. In many cases the customer opt for product exchange which has been tested and controlled with “extra” care and methods to minimize the risk to use faulty parts.
- 4D, Root cause analysis. If you have already stated the problem (accurately and concisely) you can proceed to the root cause analysis. But, even if you have, you may need a deep analysis to “discover” the root cause. For the root cause analysis there are many support tools that can be used like:
- Known as the fish-bone diagram, an Ishikawa is a graphic tool where you can list the possible root causes in five different M branches (man, machine, method, material, measurement and then, environment). It has, like many other tools, advantages and disadvantages. In some cases, it is not easy to really isolate the root cause and be certain of the validity. But of course, you can combine it with some other techniques like “try & error” or “DOE -design of experiments-“, fault-tree-analysis or any other of the ones we will cover in the next coming posts.
- Try and error. One of the challenges in problem solving is to go back to the basics and with critical “eyes” try to reproduce the problem by “letting” the cause appears and monitor the results. If the cause triggers the problem as expected, you stop looking and go to step 5. But when you have different possible causes and/or causes which may be related or co-dependent you may want to try to reproduce the problem by testing all possibilities.
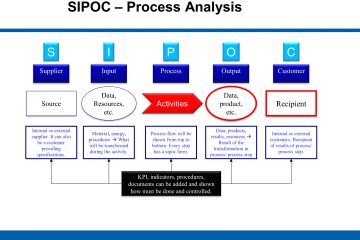
- Process analysis. Some times it can be helpful to consider the manufacturing (or related business process) where the problem cause is assumed to have happened and check what goes in as input, the resources used, methods, controls, etc. If well done, it can provide lots of information and may help isolate the root cause.
- Fault-Tree-Analysis. This tool is also a deductive analysis where you move from the “undesired event” (top level) such as the problem towards the events which could have caused the event and start moving down into details by defining the immediate, necessary and sufficient causes. The power of this tool is that you can consider independent, co-dependent or exclusive potential causes and even estimate the probability of occurrence. I will describe this tool in detail in a future post.
- Other analysis tools like risk management (FMEA for instance), statistical data, process records, testing results, etc.
- 5D. When you have the root cause or causes, you can proceed with the corrective actions. Depending on the process, complexity and cause type, it may be necessary to think of several solutions.
- 6D Once the solution is implemented, you need to make sure that those actions are effective and really prevent the problem’s reappearance. In some cases you need to monitor the results for a certain period of time and make extra checks, measurements or testing until you are sure that the cause of the problem was completely eliminated with your implemented actions.
- 7D. As we discussed in the last post, the only possible way to convert “correction” into an improvement is by making sure that the same failure never appears again. Therefore, in this step you need to consider all projects, products, similar processes, failure modes and conditions which could lead to the very same failure in the process you just corrected or in any other similar process. This means, you need to implement the corrective actions across the board, in all your production lines or plants, for all similar products and designs, similar tools or materials, etc. Documents like process flow, fmea, control plan, working and testing instructions, job-setup, and any other procedures or methods that standardize the work and may help preventing the problem from happening, need to be changed and improved as per the “lessons learned” generated in this solving process.
- 8D celebrate your success. This point has been fading away in most companies. Since the problem-solving process is seen as one “standard” tool, the good results of the team may be seen as “part of the job” and a normal duty. However, everybody still enjoys a friendly and sincere tap on the shoulder when saying “good job, I’m proud of you”. Motivation is one of the best tools to make people be creative and keep on trying their best.
Forms in PDF and Excel
I prepared the forms with standard content that you can use in pdf or, in case you need to adapt the form to your needs, download the excel file 8D Excel form.
I really hope you can benefit from this article and keep on reading my posts.
Thanks.
Miguel.

0 Comments