Repeatability
We should probably start with the definition of repeatability which is the ability of a measurement system system to provide similar (or very close) results when the same part is measured several times under the same conditions. It is important to know that a measurement system is not only the measuring device but the Whole System including gage or measuring device, fixtures, conditions like illumination, humidity and temperature, methods, appraiser, and reference values.
By using the same system under the same conditions we minimize the uncertainty of the measurements. For example, if you are measuring aluminum parts at different temperatures (casting area at 40°C and laboratory at 20°C), you might obtain two different results regardless of the accuracy of your measuring device. Of course, since the expansion coefficient affects the whole mass of the part, the variation of the measurement due to the temperature change will also depend on the dimensions of the part and the resolution of the device.
As reminder: the aluminum expands ~20 micrometers/ meter of material with 1°C increase. The resolution is the smallest readable unit of a measuring device (if it can only read millimeters, the difference due the thermal expansion, depending on the size of the part, might not be noticeable/readable).
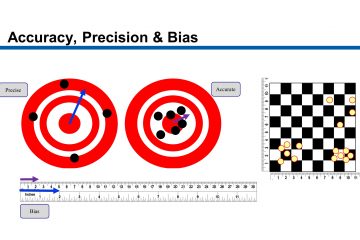
Accuracy and precision.
Whenever we use a measuring device the first think that comes to our mind is: how accurate is it? Do you know how to assess how accurate the measurement is? Let’s see how. I am sure that you have seen the image below. If we consider a target, accuracy would be the average distance from the shots to the center and precision would be the distance between shots. How far are the shots from the center? How close are the shots one another?
If I shoot only once, i can tell how accurate i was by watching how far is the mark from the center. When I shoot several times, i can see how repeatable is my result.
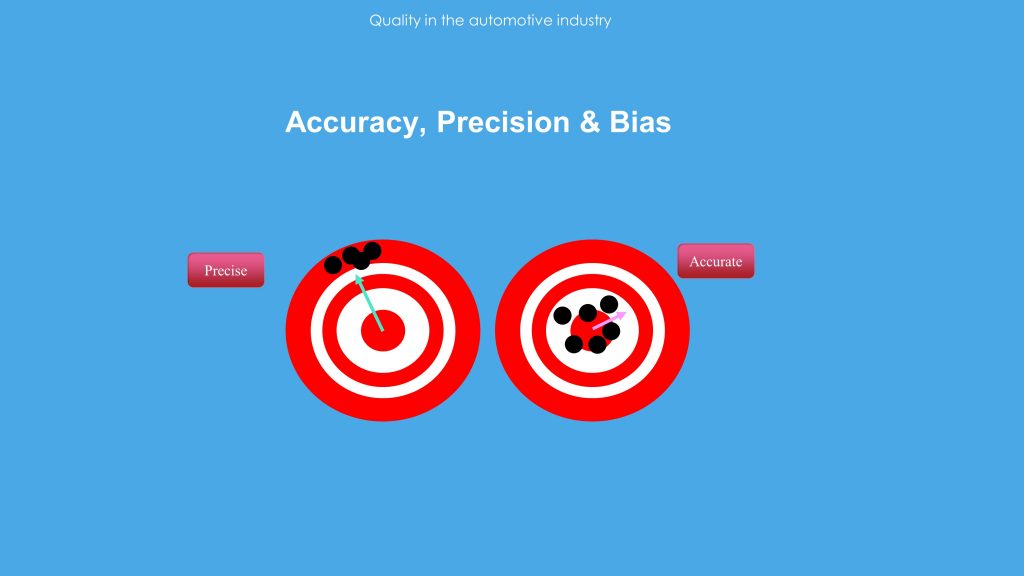
Accuracy
It is the proximity of a measurement or the average of several measurements to the reference value or standard.
Precision
The precision is the proximity of a measurement to other measurements when the standard or reference value are measured. It can be understood as the “closeness” or “similarity” among different measurements.
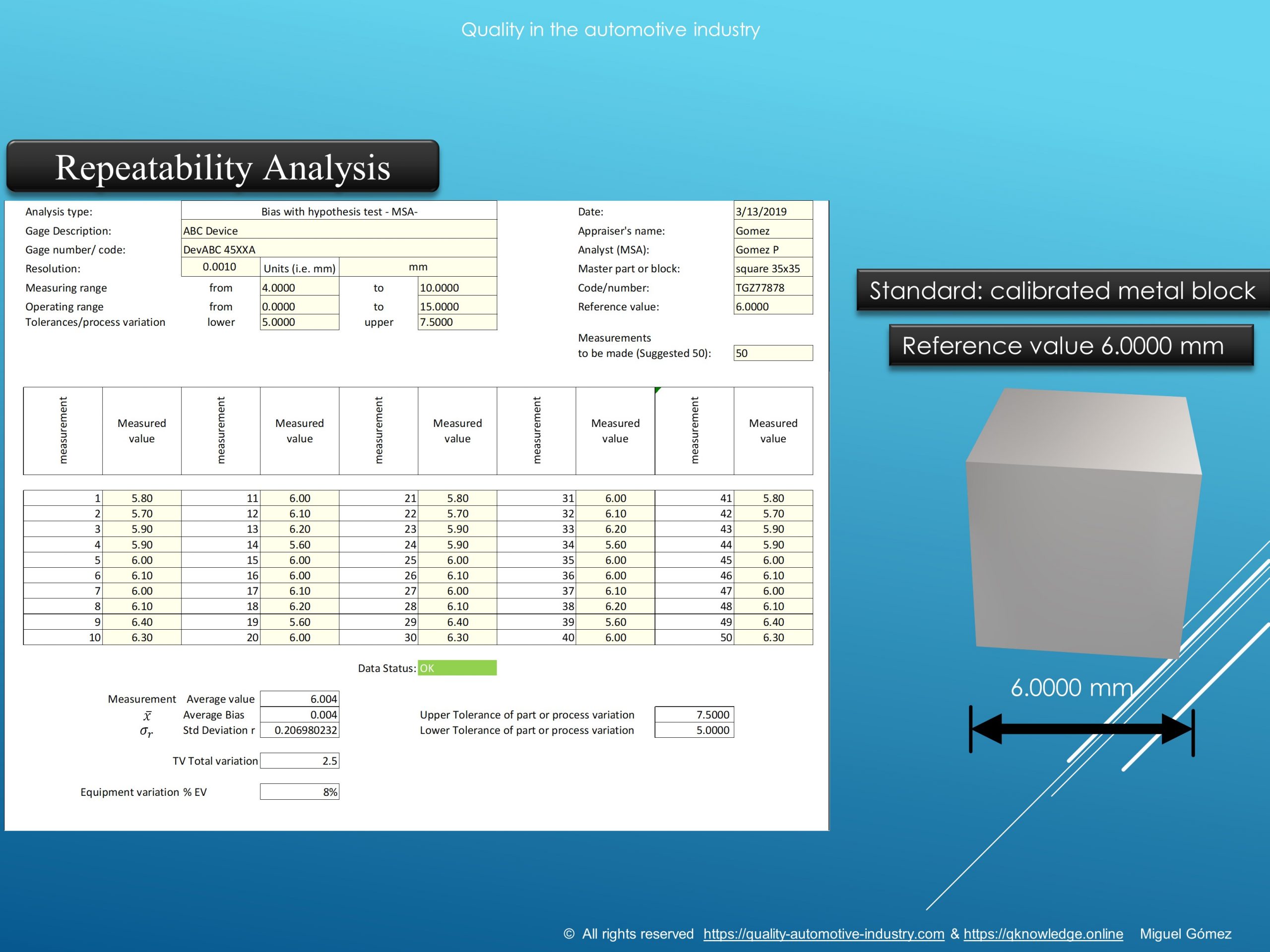
Repeatability Analysis
The procedure is simple. You just need:
- A reference or master piece to measure. If you are interested mainly on your measuring device, i strongly suggest using a calibrated block so that you exactly know what the value should be.
- A measuring device. Please make sure that you have the desired resolution (if you want to measure in micrometers, milimeters, etc., your device must have at least the same readable unit (or better in 1/10 – the resolution is a tenth of the smallest unit or range that you want to measure-). If possible, the device should be in good condition (no damage) and calibrated.
- Laboratory conditions. Stable temperature, humidity, illumination, etc. during the study.
- Fixtures, gigs or any other tool needed to support, hold or fix the part, measuring device or both.
- A standard measuring procedure. How to use the fixtures, hold the piece to be measured, side or characteristic to be measured, how to operate the device, etc.
- A trained appraiser. If an inexperienced or untrained person measures the part, there might be errors, deviations to the measuring procedure and other uncertainty sources which could affect the result.
- Define how many times the appraiser will measure, confidence level for the data analysis and evaluation technique (AIAG suggest the hypothesis test and the VDA focuses on the device capability Cg).
Resolution and physical state or condition are important

Procedure
If you use the AIAG study type, you should measure at least 15 times. If you use the VDA method 1 (Verfahren 1) you should measure at least 25 times. I personally use 25 or 50 measurements.
The results are to be recorded like in the image below.
Analysis of results
If you use the AIAG study type, you will have to calculate the equipment variation EV and make a hypothesis test.
If you use the VDA method, you will calculate the standard variation and obtain the capability index Cg and Cgk.
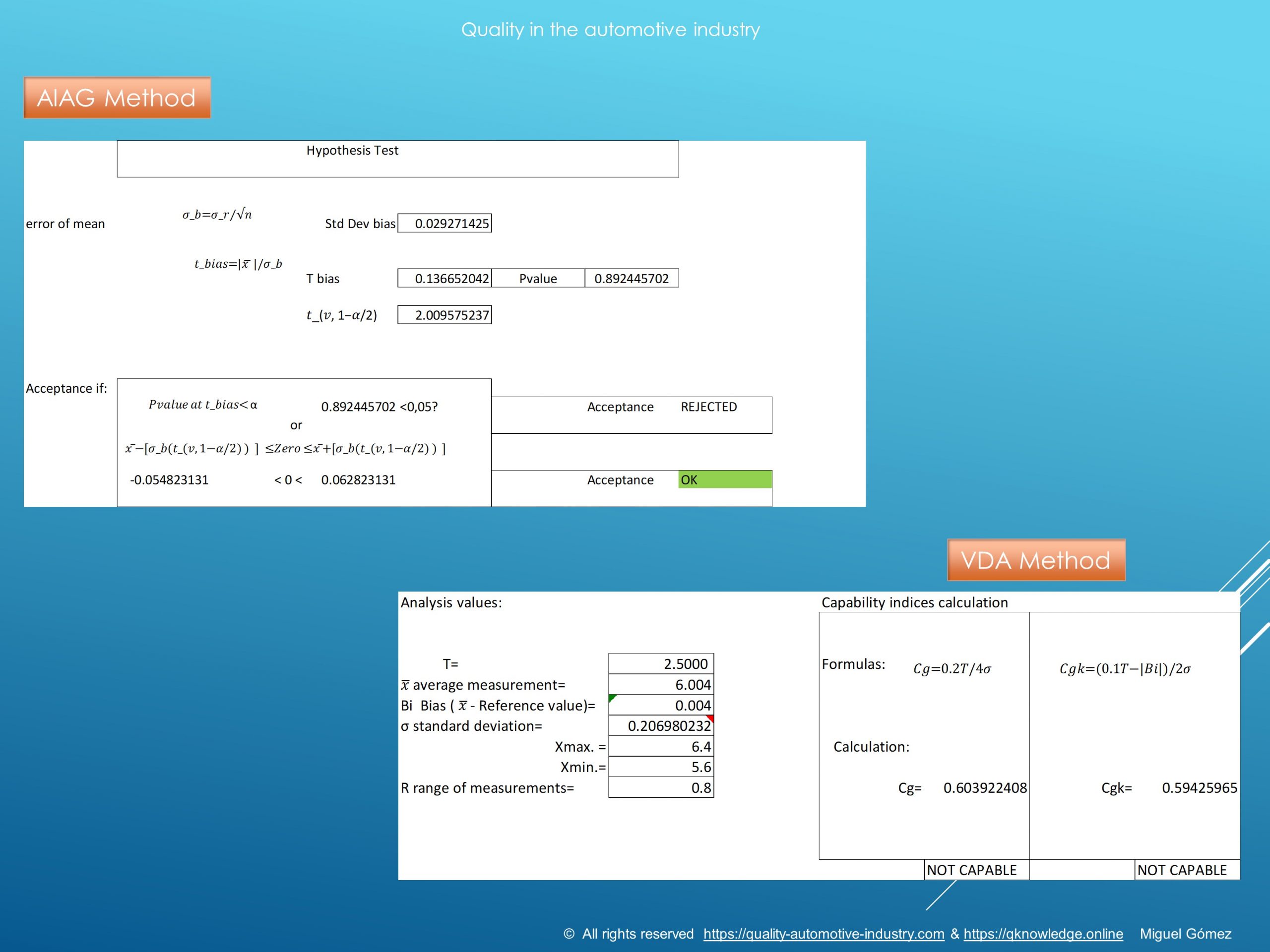
As you can see, the methods are different. The hypothesis test gives you information about the distribution of the measurements and the probability to have similar parameters of standard deviation and average values when you measure again with this system if the Bias remains the same. It uses the t test and being a probability test, it is based on an expected confidence level, for example 95%.
The VDA method uses the Bias, standard deviation and process or product tolerances to calculate the capability in a similar way you calculate the process capability Cp-Cpk.
The procedures easily explained
AIAG or VDA ?
The right answer is: it depends on your customer. If the MSA AIAG is required, you will have to use the hypothesis test. If the VDA5 is your reference, you will have to use the method 1 and calculate capability.
So, I hope you can use both with no problem. Otherwise take a look at my book 😉
Here you have a video i made some time ago.

0 Comments