Measurement System Analysis
If you work in the automotive industry you must have heard about the measurement system analysis. The MSA is a set of techniques used to assess the quality of the measurement system. In general, the methods described in the MSA manual of the AIAG are widely used and accepted for and by most of the carmakers. However, there is as well a German evaluation system: VDA Band 5.
Both, the AIAG MSA and the VDA 5 have the same goal: To assess how good the measurement system is. In this article I will use the term “MSA” to refer to the AIAG MSA techniques and “VDA5” to refer to the VDA German techniques.
What is the difference between MSA and VDA5?
Before we see the differences, I would like to stress the importance of a good measurement system. Measurements are normally made to confirm that a variable is within the tolerances and we will make decisions based on the information provided by the measurement system. But if the values are not reliable, I can potentially make the following mistakes:
1. The value might be ok but the system says it is not ok. The consequence is a higher scrap rate because we will consider the product or process as “bad”.
2. The value is not ok but the system says it is ok. The consequence is that defective product will be delivered to the customer.
In either case we have a problem that could have been avoided by using suitable evaluation tools. The main difference of the MSA and VDA5 is how they evaluate the “capability” of the measurement system.
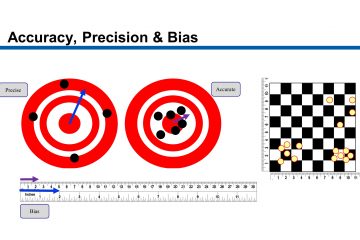
MSA. The techniques of the AIAG MSA are based on the variation and overall differences between what the System measures and the “true” value (BIAS) of a master reference.
VDA 5. The techniques of the VDA 5 focus on the measurement “uncertainty” that can/could lead to errors and therefore, to wrong decisions.
For many of my colleagues, the calculations of “uncertainty” are more complicated due to the concept itself. Uncertainty is the situation or condition that appears due to unknown information. For me, uncertainty is the quantification of “some” of the elements which may cause a potential deviation between a measurement and the reference value.
It is indeed a little difficult to understand as concept and also as assessment method but once you see the list of techniques used and how they “add up” to finally “evaluate” how big the uncertainty errors can be, you will realize that it is not that complicated ;).
MSA vs. VDA 5
Overview
Even when the GR&R (gage reproducibility & repeatability analysis) is one of the most known and used techniques for the quality assessment, both the MSA and VDA have several tools that should be used in-sequence to assess properly a measurement system. I will cover that evaluation process in one of the next posts.
Let’s see now the main tools of each one.
MSA
In the MSA many of the analysis techniques can be used isolated as “only” validation tool but in general, the system must be deemed “capable” in order to get it “released or approved”.
VDA 5
The complete capability analysis covers two groups of “factors”:
- The measurement system.
- The measurement process.
The results of both are finally used to calculate the overall uncertainty and, if it is within the limits, the system is evaluated as capable.
Analysis techniques
- Resolution.
- Calibration.
- Bias (and repeatability).
- Linearity.
- Repeatability & Reproducibility (GR&R).
- Stability.
Note: The GR&R can be calculated in many different ways like:
- Averange and range (using either the total variation or given tolerances).
- Anova (with or without interaction / using total variation or given tolerances.
Measurement system:
- Resolution.
- Calibration.
- Method 1 (Verfahren 1). Equivalent to the Bias analysis but with a slightly different calculation method.
- Linearity. Similar to the MSA method but graphic plot should be at 45° and not horizontal because the regression line calculation is different.
- Rest uncertainty.
Measurement process:
- Equipment variation.
- Appraiser variation.
- Gage Variation.
- Stability.
- Temperature.
- Rest uncertainty.
Conclusion:
MSA or VDA methods can be used to assess the measurement system but as golden rule, consider the requirement of every individual customer. If questions or doubts arise, discuss directly with the quality or engineering contact at the customer side. In my experience you can always discuss your point of view and make proposals.
I am convinced that all the “core tools” can help you improve your processes when you use them properly. If you like this article, subscribe to the newsletter and/ or get the book “Quality in the automotive industry: An easy approach to MSA” and get all calculation forms for both MSA and VDA.
Best regards.
Miguel Gómez
0 Comments