The GR&R - the most used MSA technique
In this blog we have mentioned that the MSA has many great techniques to assess and to improve your measurements systems, however, many persons still believe that MSA = GR&R and unfortunately, many systems fail not because the device or appraisers are bad but because of the poor or incomplete preparation of the study….. or the lack of tools to perform the analysis and improve the results.
You probably know that the nonconformities related to measurement systems are at the top of the list in ISO9001 and IATF Audits. If you need more details in the concepts of MSA or any of the techniques you can read some of the related posts, my book: An easy approach to MSA or to take a closer look at the manuals of the AIAG and the book VDA Band 5.
What is the GR&R?
The gage repeatability and reproducibility (GR&R) is a technique of the Measurement System Analysis (MSA) to assess the quality or capability of a Measurement System.
As the name says, we need to confirm with the results and corresponding analysis that our measurement system repeats and reproduces results in an acceptable and reliable way.
This means, just like in any other MSA techniques that our Measurement System (device, fixtures, parts, appraisers, methods, environment, procedure, etc.) must be capable of providing valid and valuable information to confirm that a measurand (parts, characteristic, parameter or phenomenon to be measured) fulfills or not the specifications.
In easy words, a measurement system should help you discriminate the parts, parameters or characteristics being measured as GOOD or BAD.
We cannot control what we don’t know or don’t measure 😉. A measurement is a comparison of the magnitude against the specified values. If we cannot rely on the results, the measurement system is useless. Since the customers (carmakers) know this, they require the MSA Capability confirmation for ALL measurement systems listed in the control plan.
Elements of the GR&R
Back to the basics.
Repeatability is the ability of the System to obtain the same results (or very similar) when one part is measured several times with the same system, under the same conditions and by the same appraiser. He can obtain repeatedly the same result.
Reproducibility is the ability of the System to obtain the same (or very similar) results when one part is measured several times with the same system, under the same conditions and by different appraisers. They “reproduce” the same results.
As you can guess, with the GR&R the results must be repeatable and reproducible.
What do I need to perform a GR&R?
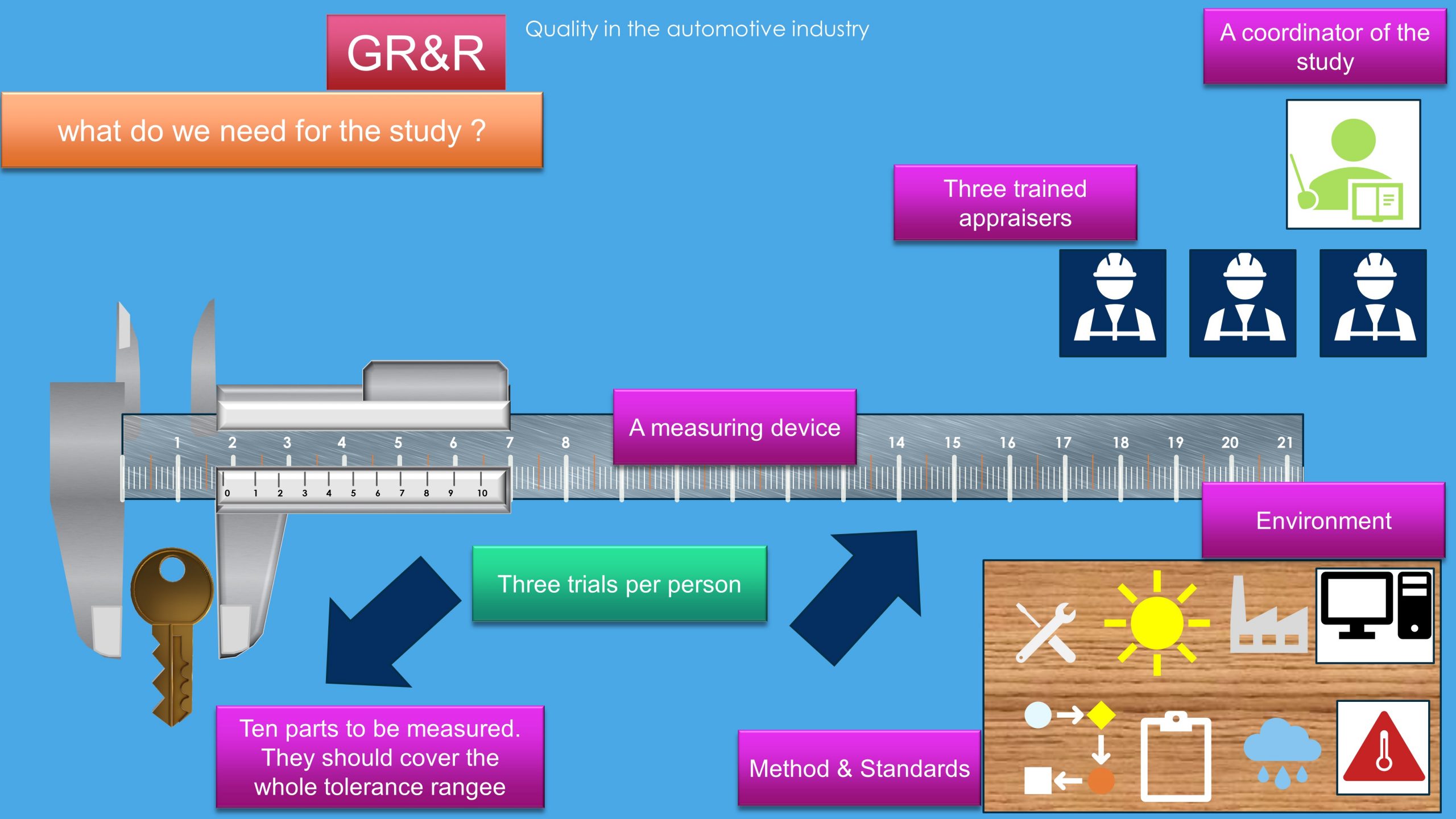
GR&R Elements
- A measurement system:
- measuring device or gage.
- fixtures.
- Physical place or location.
- Illumination, humidity, etc, also called “laboratory conditions”.
- Measuring method and/or procedure.
- 10 parts to be measured (pre-selected with values along the measuring range and, if possible at the limit or out of specification).
- Three appraisers trained and skilled for the measurement.
- 3 trials. Every appraiser measures all parts randomly 3 times.
- A coordinator who organizes the study and records the results.
Please note that this recommendation covers the AIAG MSA requirements.
The VDA Band 5 and the German customers who require it may require a different number of trials or appraisers as per the method 2 (Verfahren 2).
However, they normally accept the listed conditions since there are more appraisers and trials. The only but is the analysis technique. For the VDA make sure you use ANOVA and not average and range.
Please note:
The objective of the GR&R is to prove that the MS is capable of “detecting” good parts (within the specification) and bad parts (out of the specification). Therefore the parts for the study must be a mix of OK and NOK parts distributed along the tolerance range.
I could suggest selecting:
- 1 part below the lower limit (nok),
- 1 at the lower limit
- 6 distributed along the tolerance range,
- 1 at the upper limit
- 1 above the upper limit (nok).
The objective of the GR&R is not to prove Process capability and therefore you should NOT use parts that are alike.
You can also take a look at the video below:
GR&R procedure
- The coordinator chooses the parts and have them measured in a lab in order to confirm that they are within the tolerance range or nok. The parts also need to be different. The MSA AIAG suggests having at least 5 classes or the study will not be valid.
- The parts need to be identified or marked from 1-10 in such a way that only the coordinator knows which is which.
- The appraisers must be trained and they should measure the parts in the very same way, meaning, following the same measuring procedure.
- If possible, the coordinator should choose a location for the measurement with normal conditions. This means, a room or area with good illumination, no vibration, no temperature changes, no humidity changes (or exceeding acceptable levels), with furniture or equipment to allow the measurement with no disturbances or factors that could affect the results.
- The coordinator should provide the parts randomly to every appraiser and record the results of every trial until all appraisers have measured all parts 3 times (at turns). The appraisers should not witness any other measurements or results.
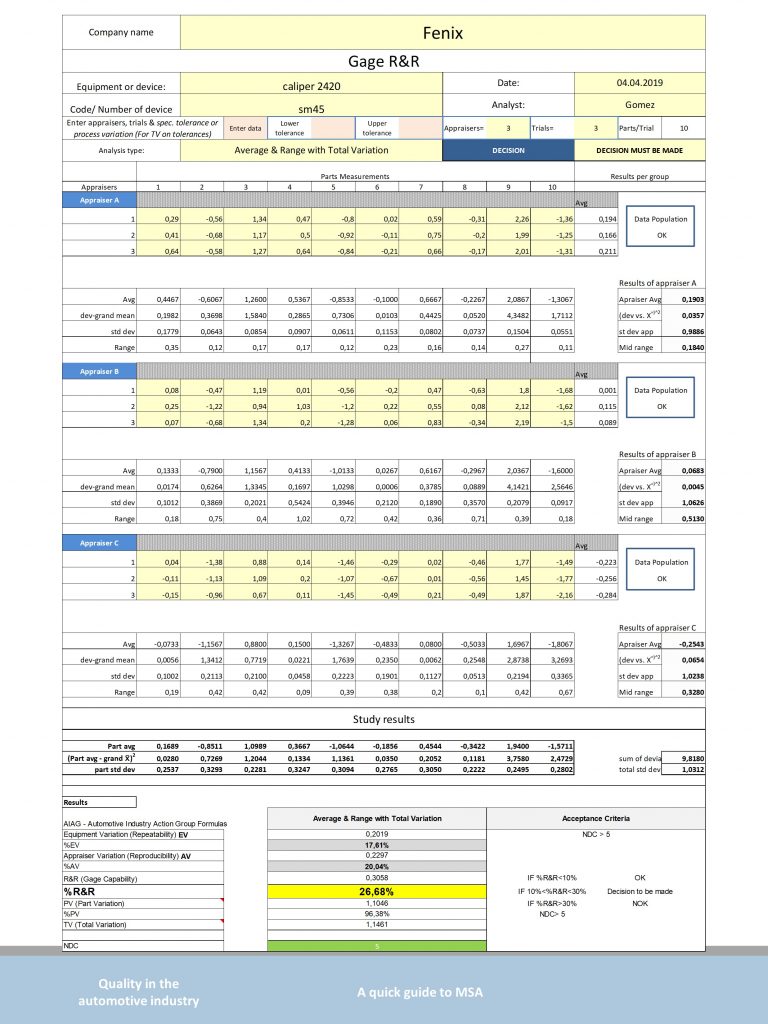
- The coordinator need to populate the results in a mask like the one shown in the image below or use software for the evaluation and analysis. Yellow cells with the measurement results from parts 1-10.
- The coordinator must be knowledgeable about the possibilities of the study and use the ones as required by the customer (if any) or select the most suitable option.
All excel calculation sheets are available in this site as supplement to the book. The do the math for you.
Analysis
It is very important to know, before starting the analysis, all the possible calculation ways available. Please consider your customer requirements (if any).
Reference for the total variation of parts to be considered:
- Product tolerances. This will be the reference to assess how much variation the parts have one another and the tolerance range.
- Total part variation. Since some of the parts may be (on purpose) out of spec, you can consider the total variation of parts which will be a little wider as the product tolerances.
Analysis forms:
- Averange and range.
- Anova with interaction.
- Anova without interaction.
Trouble shooting
In my experience, if you follow the procedure described above, your study has a good chance to show good results as long as the measurement system is good. If it doesn’t and you’re worried about your customer and the PPAP….. relax, let’s go to the trouble shooting before thinking on buying new measuring devices or yelling at the appraisers, normally it is not their fault 😉. What can you do?
Before attempting to use the following recommendations please make sure that you or your quality expert knows enough about MSA techniques, and if possible, metrology, GDT, etc.
If you’re good to go, let’s start!
- Take a look at the product classes you have. This means: how different are your parts related to the tolerance range or total variaiton of parts. If it is below 5, you study is not valid because the parts are very much alike. The characteristic you are measuring has very close values in all 10 parts and that prevents the system identifying whether there are other variations in equipment or appraisers.
- Compare the repeatability. I mean, look at part 1, 2 … 10 results of every trial but only of appraiser A. How was the variation? Could he repeat the results? Is this light variation for part 1 in the same proportion (as standard variation or range) for other parts? If you find one part that causes bigger differences, compare the results of the same part from the other appraisers. That could be an indication that the part is damaged or was measured in a different way by one or more appraisers.
- Compare reproducibility. Are results of part 1 similar in range and variation for all appraisers? If the results of one appraiser are way off and you find big variation in more parts, it can be an indication that this one appraiser is doing something different. Is the measuring process standard? Are the appraisers skilled and at the same skill level?
- In general, the values of part 1, for example, should be similar in all trials for all appraisers. If that is not the case and you see such huge variation in more parts, it can be that the parts are too complex to measure and you might need a fixture or extra help for the measurement. Is the method ok? What is the material of the part? Can it get deformed, damaged or affected by the conditions, measurement (contact on soft surfaces for instance)? Is the measuring device suitable for the purpose of the measurement?
- You will laugh with this question perhaps: is the device calibrated and in good condition? I have seen MANY times that the project manager asks for more budget to buy a better measuring device or requests a new study, etc. but the problem was that the device was damaged, not calibrated or showed excessive bias or linearity. Please refer to the post: MSA Workflow to read what i recommend to avoid such a problem.
- Try different calculation methods. Change from average and range to ANOVA. Or from tolerance range to total part variation and see how results behave.
- Be realistic. We all know the problem of many car makers reducing constantly the tolerances. If your device is at the limit of resolution and a new one is super expensive or not available in the market, you cannot expect perfect results (GRR≤10%). Remember the potential sources for measurement uncertainty. If they ALL appear in your system, the results cannot be “magically” perfect.
- Talk to the customer. In theory they expect to have GRR≤10% or at least 10%≤GRR≤20% but up to 30% might be acceptable depending on the product, characteristic affected and measurement system.
- If you have tried all points before and nothing helps…. you need a new measuring device and repeat the study.
I wish you a lot of success!
Miguel

0 Comments